Fracture Mechanics in Sour Service: Some Characterization Tests on SENT and SENB Specimen

Currently, there are no clear guidelines on how to establish fracture toughness of pipelines in sour service environments. In this article, Engaged Expert, Rodolfo Amoriello has carried out research to develop a better understanding of how the SENT test technique influences fracture toughness in sour service.
There is an increasing requirement for testing fracture toughness in pipelines, especially in sour environment. The presence of sour fluids and gas cases deterioration to pipelines, the effects of which can range from small pinhole leaks to catastrophic failure.
Introduction
Single-Edge Notched Tension (SENT) specimens are known to generally give less conservative parameters than Compact Tension (CT) or Single-Edge Notched Bend (SENB) for Engineering Critical Assessment (ECA) and Fitness For Service (FFS) calculations when used for analysis of the bending of pipes containing flaws.
In general, for carbon steel, an increase in H2S concentration causes a fracture toughness decrease mainly due to the hydrogen embrittlement effect.
As a consequence, the maximum tolerable flaw size (predicted by ECA calculations) is smaller when the H2S effect is taken into consideration. Regarding FFS, this means for the same defect size an initial localization on the Failure Assessment Diagram is closer to (or even inside) the critical zone. Execution of SENT tests in sour service is expected to give data for ECA/FFS analysis that is closer to the real material behavior, balancing the less conservative parameters typical of the specimen geometry used with the more stringent conditions of the corrosive environment.
Some characterization tests have been designed and tested to make a comparison between the J-R curves in air against the J-R Curves in sour environment for both SENT and SENB samples. In this paper, the results of the SENT tests are discussed.
Test set up
Materials selection, mounting procedure and sample preparation before executing the test must guarantee the absence of any contamination and the continuous presence of H2S bubbling during all test phases; from pre-loading to the end of the fracture mechanics test. Asymmetric vessels have been designed to guarantee the correct solution concentration according to a standard or a client's specification. Because the test is done with H2S bubbling, special attention is given to ensure the correct health and safety conditions and protection of the operators and the measurement apparatus.
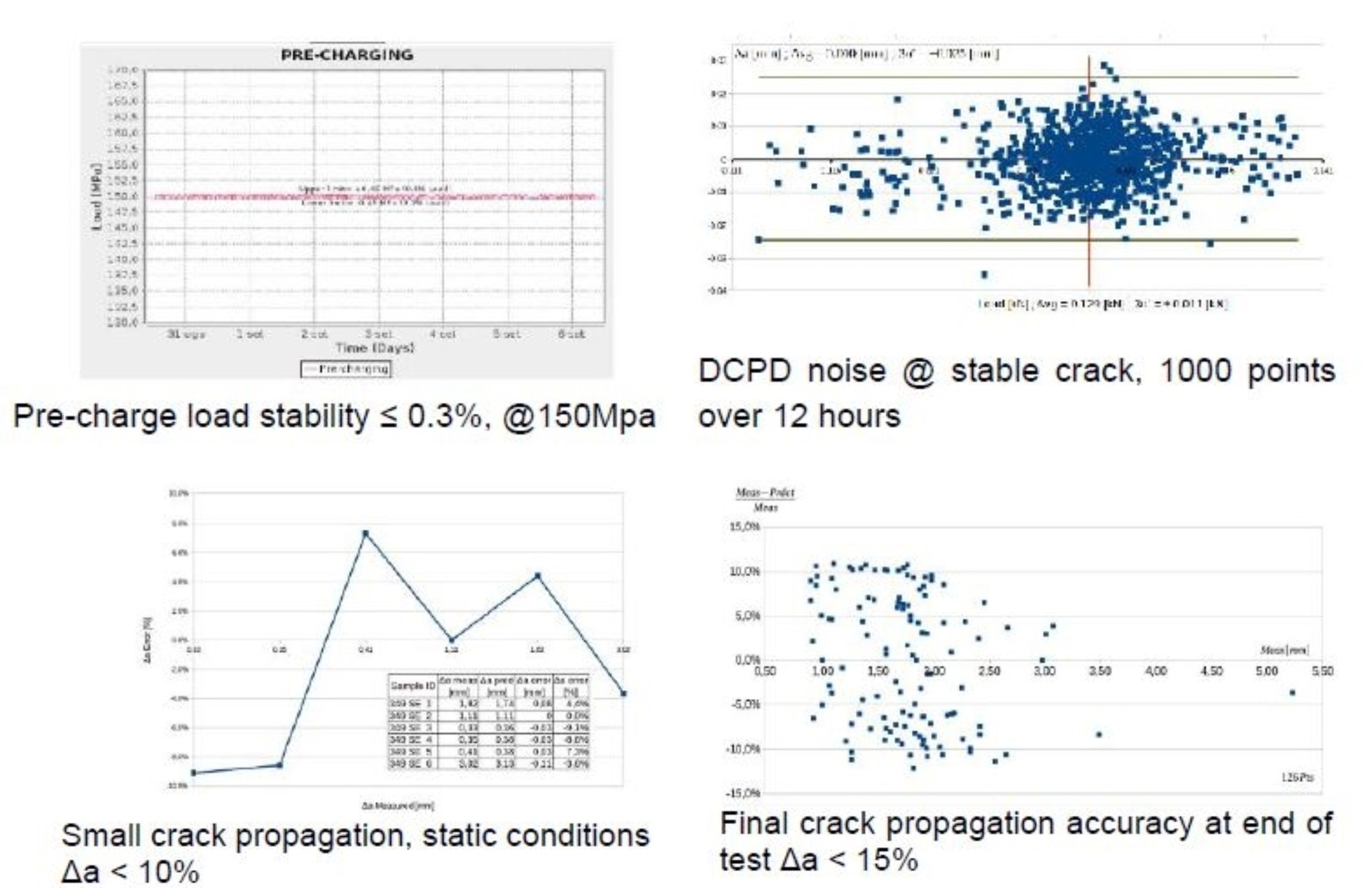
Before the fracture mechanics test, samples are pre-charged in H2S at pre-selected loads using special loading frames able to apply constant load up to 250kN. Load stability is monitored throughout the pre-charging time for crack stability. Tests are stopped when there is crack propagation and samples analyzed. Data logs are saved for future investigations and checks. Crack monitoring is achieved using a Direct Current Potential Drop (DCPD) system electronically switched sequentially and cyclically among all pre-charging frames. DCPD electronic amplifiers, filters, duty cycle and sampling frequency have been designed to have high accuracy over all the measurement period. The software was developed to control the DCPD system allows a real-time estimate of the crack growth during the test. The pre-charging period is typical of 1 week.
Samples are removed from the pre-charging frame and moved to the fracture mechanics test frame using a trolley designed to guarantee the continual presence of H2S and safe handling of the testing arrangement.
Fracture mechanics test are then conducted at very low speeds with a minimum of 3.16 10 -3 M√m ⁄s for SENT samples, using the DCPD system. For SENB samples, the minimum speed is 5 10-3M √m /s. The temperature of the solution was in the range 240C ± 20C.
The overall test duration was typically between 8 and 12 hours.
Test apparatus characterization
To guarantee data accuracy, many tests have been carried out for comparison on the test apparatus. Some examples are reported in the diagrams below using the following test conditions:
– Test Solution: NACE test sol. B, H2S 0.2 bar partial pressure (30%) balanced with N, max O2 < 10 ppb
– Pre-loading: 1wk @ 150MPa
– F.M.Speed: 0.1 √ (only WM);0.4 √ ,4.0 √ [HAZ (Heat Affected Zone) and WM (Weld Metal)]
Test results
The test results on SENT samples, X65, BxB 36 mm, surface notch NQ, from cap side, HAZ and WM are shown in the J-R curves below. The welding was performed using the same welding team for each sample, using the same equipment and on the same material lot. Each series of experimental points represents the mean and standard deviation of the data from 10 samples. Another 10 samples have been tested in WM in air for comparison.
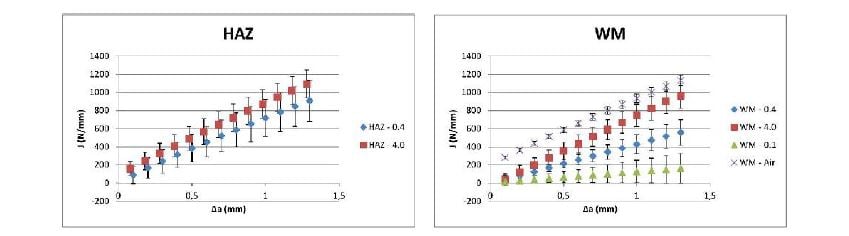
The combined effect of sour environment and of different test speeds is evident: the higher the speed the closer the data are to curves "in air".
Relevant effects associated with pre-loading and test in sour conditions are:
– increased dispersion at least twice of data with respect to curves "in air",
– for all samples "in sour conditions" J is almost 0 at the first part of propagation curve (Δa from 0 to ≈ 0.1 mm).
In the case of SENT of large samples, as those tested, the effect of residual stresses becomes relevant for samples subjected to pre-charge at relatively high loads for one week. During the early pre-qualification phase, spontaneous crack propagation was observed after only a few days of pre-loading, @150MPa. Subsequent residual stress measurements highlighted machining for samples preparation and pre-strain at 0.4% only mitigated their value.
Conclusion
Fracture mechanics test in sour conditions (H2S) after a pre-charging period in H2S solution was demonstrated to give results closer to the real material behavior in the application.
A dedicated test procedure and apparatus has been designed and characterized to guarantee reliable results that can be used for FFS / ECA.
Experimental data show a significant effect of sour conditions both for pre-loading and for fracture mechanics. Different test speeds have been shown to have a significant influence on the J-curve determination in presence of H2S.
For more information on SENT, SENB, Fracture Toughness, Fracture Mechanics Tests or to contact Rodolfo Amoriello for further discussion, please contact us today.
By Engaged Expert

Related Industries
Related Services

Engineering Critical Assessment (ECA) Services
Ensure structural integrity with Element's Engineering Critical Assessment services. Our global experts deliver comprehensive consultation, testing and analysis to optimize repairs, reduce costs, and meet safety standards.

Sour Service Corrosion Testing for NACE MR0175/ISO 15156 Compliance
Element provides industry-leading sour service corrosion testing, helping oil and gas companies mitigate corrosion risks, comply with NACE MR0175/ISO 15156, and enhance material reliability in challenging environments.

Fracture Mechanics and Fracture Toughness Testing
Element provides fracture mechanics and fracture toughness testing services to evaluate material resistance, reduce repair costs, and optimize designs for safer, longer-lasting components across industries.